°°
‰X∫œΩ–Õ≤ƒ…¢ü·∆˜“ÚŸ|(zh®¨)ðp∫√ø¥°¢¡º∫√µƒåß(d®£o)ü·–‘∫Õ“◊º”π§≥…∫ÜÜŒµƒ–ŒëB(t®§i)£¨œýå¶∆‰À˚ΩåŸ≤ƒ¡œÅÌ’f∏¸æþ”–Éû(y®≠u)Ñ𣨱ªåí∑∫µÿ”√ÅÌ…¢ü·∆˜≤ƒ…œ°£‰X∫œΩ…¢ü·∆˜≤ƒ÷ÿ“™”–»˝∆∑∑N–Õ£∫±‚åí–Œ£¨Û˜◊”–ŒªÚÙ~¥Ã–Œ£ªàA–ŒªÚ±‚àAàA–Œ¿Ô√Ê…¢ü·∆¨≥ áä…‰ÝÓ£ªò‰÷¶–Œ°£À¸Çɵƒ™öÃÿÃÿ¸c «£∫…¢ü·∆¨÷ÆÈgÈg∏Ù∂㨜ýýèÉ……¢ü·∆¨÷ÆÈgòã(g®∞u)≥…“ªÇÄ≤€–Œ£¨∆‰…Óåí±»∫Ð¥Û£ª±⁄∫Ò≤Ó¥Û£¨’˝≥£…¢ü·∆¨±°£¨∂¯∆‰∏˘≤øµƒµ◊∞±°∫Ò¥Û°£“Ú∂¯Ωo…¢ü·–Õ≤ƒµƒÈ∏◊”‘O(sh®®)”ã°¢¥Ú‘Ï∫Õ…˙Æa(ch®£n)éßÅÌ∫Ð¥ÛµƒÎy∂»°£

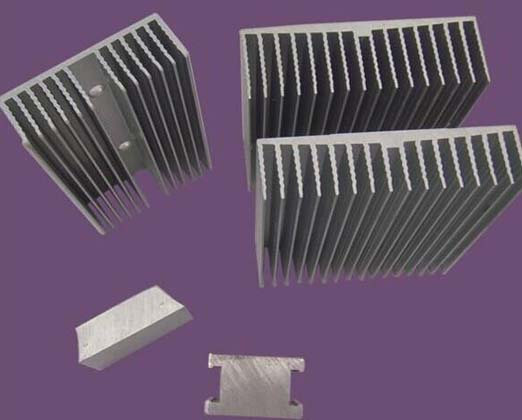
…¢ü·∆˜–Õ≤ƒ”–“ª»´Ûw≥þ¥Áð^–°°¢–ŒëB(t®§i)å¶∑Qµƒ≥ˆ∆∑±»îMðp“◊…˙Æa(ch®£n)£¨¥Û≤ø Ë…¢ü·∆˜–Õ≤ƒ±‚åí–Œ£¨–ŒÝÓ≥þ¥Áð^¥Û£¨”–µƒ≤ªå¶∑Q£¨…¢ü·∆¨÷ÆÈgµƒ≤€–Œ…Óåí±»∫Ð¥Û£¨∆‰…˙Æa(ch®£n)Îy∂»ð^¥Û°£Ìö“™èƒËTÂV°¢È∏◊”°¢îDâ∫π§Àá∂ý…Ÿ…œ√Ê≈‰∫œ£¨ƒÐ¡¶≤ª¿˚…˙Æa(ch®£n)≥ˆ…¢ü·∆˜–Õ≤ƒ°£îDâ∫…¢ü·∆˜–Õ≤ƒ”√µƒ∫œΩüoÌö¥Ê‘⁄¡º∫√µƒø…îDâ∫–‘∫Õåß(d®£o)ü·–‘£¨’˝≥£”√µƒ”–1A30°¢1035∫Õ6063µ»∫œΩ°£—€«∞èV∑∫þ\”√ð^∂ýµƒ «6063∫œΩ£¨À˘“‘À¸≥˝∑«”–¡º∫√µƒø…îDâ∫–‘°¢åß(d®£o)ü·–‘Õ‚£¨‘Ÿ”–ð^∫√µƒ¡¶åW(xu®¶)–‘ƒÐ°£°°°°‰X∫œΩ…¢ü·∆˜–Õ≤ƒµƒ…˙Æa(ch®£n)“™èƒËTÂVµƒ∆∑Ÿ|(zh®¨)°¢È∏◊”µƒ≤ƒŸ|(zh®¨)∫Õ‘O(sh®®)”ã°¢øs–°îDâ∫¡¶“‘º∞îDâ∫π§Àáµ»…œ√Ê÷¯ ÷°£
1°¢ËTÂVµƒ∆∑Ÿ|(zh®¨)Ñ’(w®¥)«Û
ËTÂVµƒ∫œΩ≥…∑ð“™åí¥Û’∆Œ’ÎsŸ|(zh®¨)∫¨¡ø£¨±£’œ∫œΩ»f∑÷µƒ«ÂºÉ∂»°£ÍP(gu®°n)”⁄6063∫œΩ“™’∆Œ’Fe°¢Mg°¢Siµƒ∫¨¡ø°£Feµƒ∫¨¡øë™(y®©ng)–°”⁄0.2%£¨Mg°¢Siµƒ∫¨¡ø’˝≥£∂º’∆Œ’‘⁄––’˛Ö^(q®±)Ñù“é(gu®©)∑∂µƒ…œœÞ£¨Mg∫¨¡ø0.45%°™°™0.55%£¨Si∫¨¡ø0.25%°™°™0.35%°£ËTÂV“™Õ®þ^≥‰◊„µƒÑÚ∑QªØΩ‚õQ£¨ πËTÂVµƒΩMøó°¢–‘ƒÐÑÚ∑QΩy(t®Øng)“ª°£
ËTÂVµƒ√˚¡x“™ùôª¨£¨≤ª»ð‘S”–∆´Œˆ¡ˆªÚ’≥”–…≥ƒý°£ËTÂVµƒ∂À√Ê“™∆ΩÃ𣨠π≤ªµ√«–≥…ç≤ΩÝÓªÚ«––±∂»Ã´¥Û£®«––±∂»ë™(y®©ng)‘⁄3©L“‘É»(n®®i)£©°£À˘“‘ç≤ΩÝÓªÚ«––±∂»Ã´¥Û£¨”√¡¢Ûwƒ£îDâ∫…¢ü·–Õ≤ƒïr£¨ƒ«ƒ©õ]”–‘O(sh®®)”ãåß(d®£o)ŸèòŸ£¨ËTÂVÈgΩ”≈ˆµΩÈ∏◊”£¨“ÚûÈËTÂV∂À√ÊäA∞Âö‚£¨”ø¨F(xi®§n)”–µƒ÷–—Îœ»Ω””|È∏◊”£¨Æa(ch®£n)…˙ë™(y®©ng)¡¶ºØ÷–£¨“◊∞—È∏◊”µƒ˝X–ŒîDîý£¨ªÚ‘Ï≥…≥ˆ¡œµƒœ»∫Û≤ª“ª£¨ðp“◊Æa(ch®£n)…˙∂¬ƒ£ªÚîDâ∫≥…–Õ≤ª∫√µƒæ∞œÛ°£°°°°
2°¢å¶È∏◊”µƒÑ’(w®¥)«Û
À˘“‘…¢ü·∆˜–Õ≤ƒµƒÈ∏◊”∂º «‘S∂ý–ÞÈLµƒ˝X£¨“™Ω” Ð∫Ð¥ÛµƒîDâ∫¡¶£¨√øÇÄ˝X∂º“™”–∫Ð∏þµƒèä∂»∫ÕÌg–‘£¨ƒ«ƒ©±À¥À÷ÆÈgµƒ–‘ƒÐ”–∫Ð¥Ûµƒ≤Óæý£¨æÕðp“◊ πèä∂»ªÚÌg–‘≤Óµƒƒ«–©˝XÆa(ch®£n)…˙îý¡—°£“Ú∂¯È∏◊”‰ì≤ƒµƒ∆∑Ÿ|(zh®¨)üoÌö¿Œøø£¨ð^∫√þ\”√∆∑Ÿ|(zh®¨)¿ŒøøµƒèSº“…˙Æa(ch®£n)µƒH13‰ì≤ƒ£¨ªÚþx”√Éû(y®≠u)Ÿ|(zh®¨)µƒþMø⁄‰ì≤ƒ°£È∏◊”µƒü·Ω‚õQ∑«≥£≤ª◊„µ¿£¨“™”√’Êø’º”ü·¥„ª£¨ð^∫√≤…º{µÕâ∫ºÉµ™¥„ª£¨ƒÐâÚ±£’œ¥„ª∫ÛÈ∏◊”µƒ∏˜»´Ûw–‘ƒÐÑÚ∑Q°£¥„ª∫Û“™≤…»°»˝¥Œªÿª£¨ πÈ∏◊”µƒ”≤∂»±£’œ‘⁄HRC48°™°™52µƒ«∞÷œ¬£¨¥Ê‘⁄ £”ýµƒÌg–‘°£þ@ «ÓA(y®¥)∑¿È∏◊”îý˝Xµƒ≤ª◊„µ¿ólº˛°£°°°°…¢ü·∆˜–Õ≤ƒ“™ƒÐ≤ª¿˚îDâ∫Ìò¿˚£¨“™∫¶ «È∏◊”µƒ‘O(sh®®)”ã“™’˝Æî(d®°ng)£¨¥Ú‘Ï“™ú (zh®≥n)¥_°£’˝≥£∑≈¡ø∑¿÷πËTÂVÈgΩ”îDâ∫µΩÈ∏◊”◊˜òI(y®®)éß…œ°£ÍP(gu®°n)”⁄±‚åíµƒ ·–Œ…¢ü·∆˜–Õ≤ƒ£¨‘O(sh®®)”㓪ÇÄ≈‘þÖð^–°°¢É…þÖð^¥Ûµƒåß(d®£o)Ÿèƒ££¨ π∑«ΩåŸÕ˘É…þÖ¡˜£¨øs–°È∏◊”◊˜òI(y®®)éß…œµƒîDâ∫¡¶£¨∂¯«“ π∆‰â∫¡¶…¢≤ºÑÚ∑Q°£“ÚûÈ…¢ü·∆˜–Õ≤ƒîý√ʵƒ±⁄∫Ò≤Ó¥Û£¨‘O(sh®®)”ãÈ∏◊”◊˜òI(y®®)éßïr“™œýë™(y®©ng)æS≥÷À¸Çɵƒ≤ÓÆ꣨º¥±⁄∫Ò¥Ûµƒ÷–—Î◊˜òI(y®®)éß“™”»∆‰º”¥Û£¨ƒÐâÚ¥ÛµΩ20mm°™°™30mm£¨∂¯˝Xº‚µƒµÿŒª“™¥Ú∆∆Õ®¿˝£¨∞—◊˜òI(y®®)éßúpµΩð^–°°£øÇ÷Æ“™±£’œ∑«Ω埑⁄∏˜ÃéπÃ∂®µƒÑÚ∑Q–‘°£ÍP(gu®°n)”⁄±‚åí–Œ…¢ü·∆˜£¨ûȱ£’œƒ£¥Ê‘⁄∂®»ªµƒÑÇ∂»£¨È∏◊”µƒ±°∫Ò“™þmÆî(d®°ng)‘ˆ∂ý°£±°∫Ò‘ˆ∂ý¡øºs30%°™°™60%°£È∏◊”µƒ÷∆◊˜“≤“™∑«≥£ºö÷¬£¨ø’µ∂“™◊ˆµΩ∏þµÕ°¢◊Û”“°¢≈‘þÖæS≥÷å¶∑Q£¨˝X≈c˝X÷ÆÈgµƒº”π§’`≤Ó“™–°”⁄0.05mm£¨º”π§’`≤Ó¥Ûðp“◊Æa(ch®£n)…˙∆´˝X£¨º¥…¢ü·∆¨µƒ∫Ò±°≤ªÑÚ∑Q£¨ƒÀ÷¡?x®™)˛Æa(ch®£n)…˙îý˝Xµƒæ∞œÛ°£
ÍP(gu®°n)”⁄‘O(sh®®)”ã±»îM≥… ϵƒîý√Ê£¨”√«∂ËÇ∫œΩ‰ìÈ∏◊”“≤ «“ªÇÄð^∫√µƒ≤ΩÛE£¨À˘“‘∫œΩ‰ìƒ£¥Ê‘⁄ð^∫√µƒÑÇ–‘∫ÕƒÕƒ•–‘£¨≤ª“◊Æa(ch®£n)…˙◊É–Œ£¨üo¿˚”⁄…¢ü·∆˜–Õ≤ƒµƒ≥…–Œ°£
3°¢øs–°îDâ∫¡¶
ûÈ¡ÀÓA(y®¥)∑¿È∏◊”îý˝Xë™(y®©ng)∑≈¡øøs–°îDâ∫¡¶£¨∂¯îDâ∫¡¶≈cËTÂVµƒÈL°¢∫œΩ◊É–Œøπ¡¶µƒ¥Û–°°¢ËTÂVµƒÝÓëB(t®§i)°¢◊É–ŒÀÆ∆Ωµƒ¥Û–°µ»≥…∑÷üoÍP(gu®°n)°£“Ú∂¯îDâ∫…¢ü·‰X≤ƒµƒËT∞Ù≤ª“ÀôÈL£¨ºsûȪ˚–ŒËT∞ÙÈL∂õƒ£®0.6°™°™0.85±∂£©°£”»∆‰ «‘⁄‘უ∫ÕîDâ∫ ◊¥Œ∏˘ËT∞Ùïr£¨ûÈ¥_±£ƒÐ≤ª¿˚…˙Æa(ch®£n)≥ˆœÛò”µƒ≥ˆ∆∑£¨ð^∫√”√∏¸∂õƒËT∞Ù£¨º¥ª˚–ŒËT∞ÙÈL∂ã®0.4°™°™0.6£©±∂µƒËT∞ÙÅ̑უ°£
ÍP(gu®°n)”⁄–ŒëB(t®§i)∫ÜÜŒµƒ…¢ü·¥Û∫∞–Õ≤ƒîý√Ê£¨≥˝∑«øs∂ÃËT∞ÙµƒÈL∂ÃÕ‚£¨þÄø…Àº‚‚”√ºÉ‰X∂ÃËT◊ˆ ◊¥Œ¥Œ‘áîDâ∫£¨‘áîDÌò¿˚∫Û‘Ÿ”√ª˚–ŒËTÂV¿^¿m(x®¥)îDâ∫…˙Æa(ch®£n)°£
ËTÂVÑÚ∑QªØÕÀª≤ªÉHƒÐâÚ πΩMøó∫Õ–‘ƒÐÑÚ∑Q£¨∂¯«“ƒÐâÚ∆’º∞îDâ∫–‘ƒÐ∫Õ…˝∏þîDâ∫¡¶£¨“Ú∂¯Ñ’(w®¥)«ÛËTÂVüoÌöÑÚ∑QªØÕÀª°£÷¡”⁄◊É–ŒÀÆ∆Ωµƒƒ™Ìö”–£¨“ÚûÈ…¢ü·∆˜–Õ≤ƒµƒîý√Ê∑e’˝≥£∂º±»îM¥Û£¨îDâ∫œµîµ(sh®¥)’˝≥£‘⁄40“‘É»(n®®i)£¨“Ú∂¯∆‰ƒ™Ìö”–ð^–°°£
4°¢îDâ∫π§Àá
…¢ü·∆˜–Õ≤ƒ…˙Æa(ch®£n)µƒ“™∫¶ «îDâ∫È∏◊”µƒ ◊¥Œ¥Œ‘უ£¨”–ólº˛µƒ‘í£¨ƒÐâÚœ»‘⁄ÎäƒX…œ◊ˆƒ£∑¬áL‘ᣨø¥È∏◊”‘O(sh®®)”㵃◊˜òI(y®®)éß «∑Ò’˝Æî(d®°ng)£¨∂¯∫Û‘⁄îDâ∫ôC…œ‘უ°£ ◊¥Œ¥Œ‘უ∑«≥£≤ª◊„µ¿£¨ÕÀªÝt≤Ÿ◊˜ ÷“™◊å÷˜÷˘»˚∫ÛÕÀ…œâ∫ïr‘⁄µÕ”⁄8MPaµƒπ§òI(y®®)ö‚â∫¡¶œ¬¬˝ÀŸ∫ÛÕÀ£¨ð^∫√”–»À”√ÀÆÕ≤π‚æÄ’’ø¥È∏◊”»Îø⁄Ã飨µ»îDâ∫È∏◊”µƒ√ø“ªÇÄ…¢ü·∆¨∂ºÑÚ∑QîDâ∫ƒ£ø◊∫Û£¨ƒÐ¡¶÷≤Ωº”â∫úpÀŸ¿^¿m(x®¥)îDâ∫°£‘უÌò¿˚∫ÛΩ”¿m(x®¥)îDâ∫ïr£¨ë™(y®©ng)¡Ù…Ò’∆Œ’∫√îDâ∫þM∂»£¨◊ˆµΩÓçÙ§≤Ÿ◊˜°£…˙Æa(ch®£n)…¢ü·∆˜–Õ≤ƒïrë™(y®©ng)¡Ù…ÒÈ∏◊”µƒº”ü·ü·∂»£¨“™ πÈ∏◊”ü·∂»≈cËTÂVü·∂»œýΩ¸°£»Ùïr≤Óô¥Û£¨“ÚûÈ…œâ∫ïrîDâ∫þM∂»¬˝£¨ï˛ π∑«ΩåŸü·∂»…œ…˝£¨“◊Æa(ch®£n)…˙∂¬ƒ£ªÚπ‚ÀŸ≤ªÑÚ∑Qµƒæ∞œÛ°£
|